2) on supprime les trous interstitiels dus à l'assemblage en maille triangulaire par une gestion précise
de la dépression d'air à appliquer entre les capillaires.
Le contrôle de la pression est aussi relié à la température de fibrage qui influe sur la pression à
l'intérieur des tubes mais aussi sur la viscosité de la silice et donc leur résistance. Dans le cas des
trous interstitiels, une maîtrise correcte de ces paramètres permet leur disparition mais induit une
légère déformation de la géométrie circulaire des trous. Ceci peut avoir une influence sur des
paramètres essentiels tels que la biréfringence ou la dispersion chromatique.
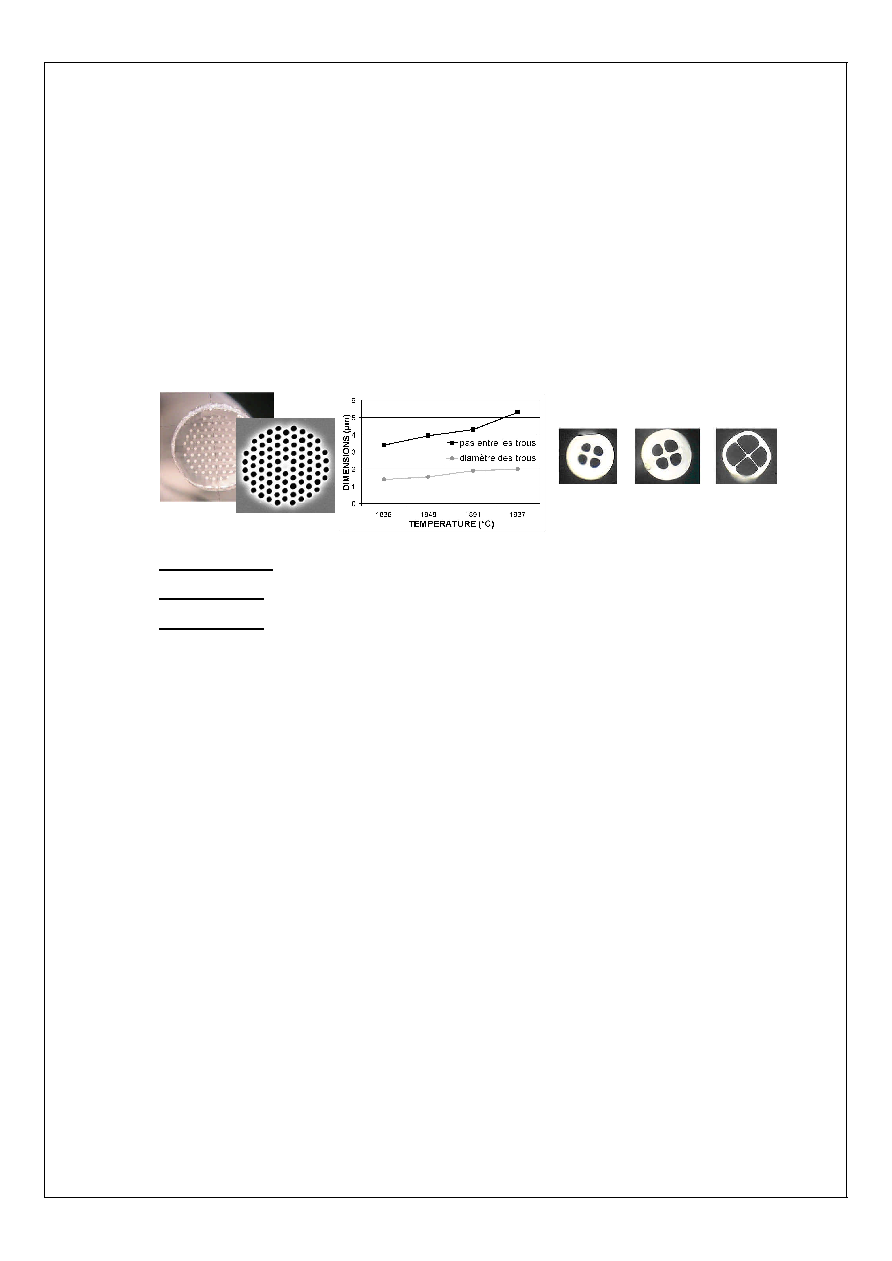
A une température fixée, la gestion de la pression interne dans les capillaires par rapport à celle inter-
capillaires permet d'obtenir une dilatation importante de ces derniers, et la maîtrise de ces deux
paramètres permet à partir d'une même préforme de départ de réaliser des fibres au rapport diamètre
de trou (d) sur pas entre les trous (
) très différents (figures 2). La courbe de la figure 2 montre
l'évolution du diamètre des trous d et du pas
pour une même préforme (figures de gauche) tirée à
des températures différentes. De même les photos de droite de la figure 2 montre l'évolution du
diamètre des trous à température de fibrage constante en fonction de la pression.
Deux autres paramètres sont liés et influencent également la qualité de la structure finale : ce sont les
vitesses de descente de la préforme dans le four et la vitesse de tirage de la canne (ou la vitesse
d'enroulement de la fibre) qui dans les cas précédent ont été maintenues cons tantes. En effet pour un
même couple de vitesse, correspond un même diamètre extérieur de fibre (ou canne), à la différence
près que le temps passé dans le four n'est pas le même ce qui influe sur la dilatation de l'air dans la
préforme et au final sur la taille des trous obtenus. A partir de ces premières courbes expérimentales,
une étude théorique est en cours pour optimiser les différents paramètres en fonction des dimensions
géométriques requises. De premiers résultats ont été obtenus sur la fabrication de capillaires simples.
Conclusion :
Au final on peut mettre en évidence quatre paramètres pertinents de fibrage qui ne sont pas
complètement indépendants les uns des autres : la pression interne dans la préforme, la température
de fibrage, les vitesses de descente de préforme et de fibrage. Il n'existe pas à l'heure actuelle de
modèles théoriques fiables pour fixer tous les paramètres de fibrage, qui sont souvent issus d'essais
systématiques pour lesquels l'opérateur fait varier un seul paramètre.
Pour réaliser une fibre optimale, il faut que celle-ci présente à l'échelle microscopique la même
géométrie que celle de la préforme. Il va donc falloir, pour chaque fibre à réaliser, optimiser les
différents paramètres de fibrage et ce de manière très précise.
Figures 2 :
Figures de gauche : A partir d'une même canne, la fibre obtenue peut présenter des rapport diamètre
de trou / pas différents.
Courbe du milieu : Evolution de la taille des trous et du pas entre les trous en fonction de la
température pour une pression donnée.
Figures de droite : A température de fibrage constante, effet de la pression interne sur la
taille des trous dans la fibre optique.
9